OLEO Chemicals and Source : oleo chemicals, by their name, may be defined as chemicals from oils. These could be natural fats and oils – natural oleo chemical or oils of petrochemicals origin – synthetic oleo chemicals. Fats & oils are renewable product of nature. Natural oleo chemical are derived from natural fats and oils by FAT SPLITTING OR TRANS-ESTERIFICATION.
Chemistry of Fats Splitting : fatty acids and fatty acid methyl esters are most important basic oleo chemicals for oleo chemical industry.
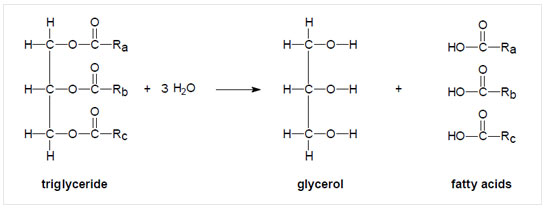
Natural oils( palm oil, coconut oil etc) can be hydrolyzed or split into its corresponding FATTY ACID AND GLYCERINE. fatty acids and fatty acid methyl esters are most important basic oleo chemicals for oleo chemical industry.
Natural oils( palm oil, coconut oil etc) can be hydrolyzed or split into its corresponding FATTY ACID AND GLYCERINE.
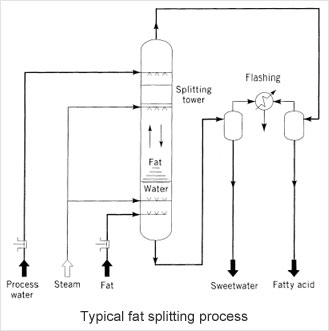
Process of Fat Splitting : The single stage counter current splliting process in a tower is particularly suited for the handling of larger feed rates.It operates continuously,permitting maximum heat recovery.The splitting temperature of 245-255 deg C ensures adequate dissolving of aqueous phase in the fat so that physical agitation is not required. The crude fat pass through the tower from bottom to top as a coherent phase, while the heavy splitting water travels down wards as a dispersed phase through the mixture of fat and fatty acid. Splitting efficiency of 99% and above are reached consistently.
| TECHNICAL DATA | |
| Plant Capacity | 50-400 t/d |
| Product and utility consumption for tallow processing products • Degree of splitting glycerin water • Concentration, with pre- concentration • By flashing vapours |
>99% 12-16% 20-35% |
| Approx. utility consumption per ton of crude fat • Heating steam, 60 bar • Colling water, 20°C • Electrical energy • Process water |
160 kg 12m3 10kwh 0.6m3 |
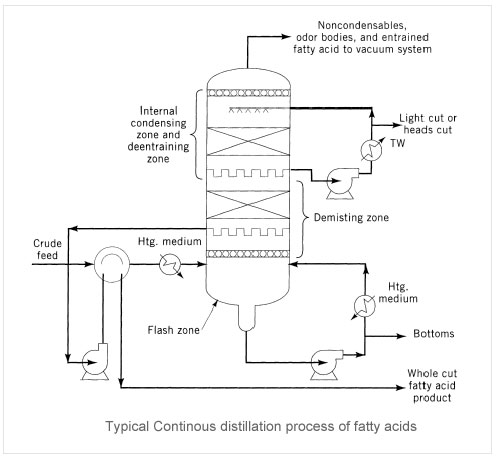
Fatty Acid Distillation and Fractionation : Fatty acid produced from various fats splittings process are purified by distillation and can also be separated into individual fatty- Acids by fractional distillation.
Fatty acids are very sensitive to heat, oxidation & corrosion effects due to the presence of acid group so material of construction is very important.
Technical design of distillation plant unit :
Process Principle : The fatty acid is evaporated under vacuum(occasionally with the addition of live steam for fatty acid circulation and partialm pressure reduction).
| TECHNICAL DATA | |
| Plant Size | 50-200t/d |
| Approx.utility consumption per ton of crude Fatty acid • Heating steam 50 bar • Steam 3-10 bar • Cooling water 20°C • Electrical energy • Export steam 3 bar |
370kg 150kg 15m3 5kwh 120kg |
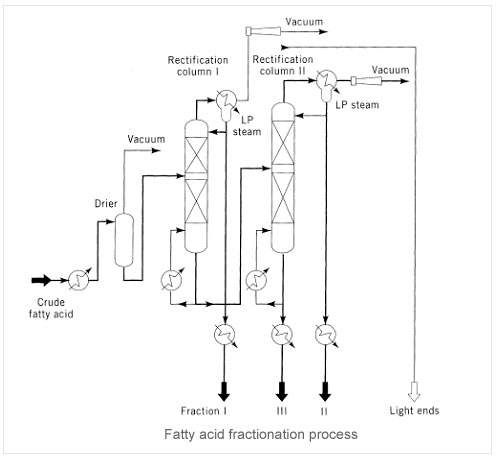
Fatty Acid Fractionation : fractionation makes it possible to separate the fatty acid mixture in to narrower cuts Or even individual component. Detergent grade feed stock C12-C18 is separated from the whole cut by topping off the C8-C10 fraction. The middle cut, C12-C14, can be further Fractionated from the C12-C18 Cut through the multistage Fractionation by employing two or more columns.Basically, each stage uses the deaerator, heat source, fractionation column, Condensing system , and vaccum source. Vaccum system is provide Independently for each column to achieve heighst vaccum and greater recovery of desired products. The following diagram shows the fractionation process. Achievable purities are approx. 99.5% for a C12 fraction from palm kernel or coconut fwtty acid and approx. 95% for a c22 fraction from repeseed oil fatty acid, respectively.